





































| Tiêu chuẩn | |
| Vật liệu | |
| Cấp bền | |
| Đường kính | |
| Chiều dài | |
| Bước ren | |
| Bề mặt | PTFE |
| Xuất xứ |
Trong các ngành công nghiệp hiện đại như dầu khí, hóa chất, hàng hải hay xử lý nước thải, vấn đề ăn mòn kim loại luôn là một thách thức lớn. Để bảo vệ bề mặt kim loại khỏi môi trường khắc nghiệt, công nghệ mạ PTFE (Polytetrafluoroethylene) – hay còn gọi là phủ Teflon – ra đời như một giải pháp ưu việt, bền bỉ và hiệu quả.
Vậy quy trình mạ PTFE diễn ra như thế nào? Tại sao các loại bu lông, ốc vít, stud bolt mạ PTFE lại được ưa chuộng đến vậy? Mời bạn cùng tìm hiểu chi tiết qua bài viết dưới đây.
PTFE là từ viết tắt của Polytetraflouroethylene, là một loại flouropolyme được tạo thành từ nguyên tử Carbon và Flourine. Thường được ứng dụng trong các công trình ngành dầu khí hay môi trường hóa chất, môi trường nhiệt độ cao, áp suất cao.PTFE trong công nghiệp thường sử dụng màu xanh blue và áp dụng cực kỳ nhiều trong công nghiệp hiện nay.
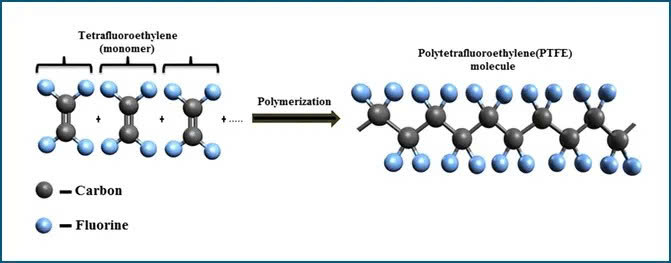
Hình 1: Cấu trúc phân tử của PTFE
Nên chọn mạ PTFE cho kim loại vì:
Chống ăn mòn cực cao: Kháng hầu hết acid, bazơ, muối, dung môi...
Chịu nhiệt lên đến 260°C, không bị biến dạng ở điều kiện nhiệt khắc nghiệt
Hệ số ma sát cực thấp (~0.05) – giúp giảm hao mòn cơ học
Chống dính hoàn hảo: Rất khó bám bẩn, dễ vệ sinh
Kháng tia UV và kháng nước tốt
Khi được phủ lên kim loại, đặc biệt là bu lông, ốc vít, đai ốc, lớp PTFE không chỉ giúp tăng tuổi thọ sản phẩm mà còn giữ hiệu quả siết chặt và dễ tháo lắp sau thời gian dài sử dụng.
Đây là bước nền cực kỳ quan trọng, chiếm đến 60% chất lượng lớp phủ:
Tẩy dầu mỡ: Sử dụng dung môi hữu cơ hoặc dung dịch kiềm để loại bỏ dầu máy, bụi, tạp chất.
Tẩy gỉ: Dùng acid nhẹ hoặc phương pháp cơ học (như phun cát) để loại bỏ lớp rỉ sét, oxit sắt.
Phun cát (sand blasting): Sử dụng hạt mài như alumina để tạo độ nhám tiêu chuẩn trên bề mặt, giúp lớp sơn PTFE bám dính chắc chắn.
Tiêu chuẩn độ nhám (Surface Roughness): từ 50 – 100 microns.
Lớp lót thường là hỗn hợp nhựa epoxy pha fluoropolymer, có chức năng:
Kết dính giữa bề mặt kim loại và lớp phủ PTFE.
Ngăn hiện tượng bong tróc khi co giãn nhiệt.
Kỹ thuật: Sử dụng súng phun sơn áp lực cao, sau đó đem sấy ở nhiệt độ 150–200°C trong 15–30 phút.
Lớp phủ chính là PTFE hoặc hỗn hợp PTFE + FEP/PFA tùy theo yêu cầu sử dụng:
Độ dày tiêu chuẩn: từ 20–100 micron, có thể nhiều lớp nếu yêu cầu cao.
Màu sắc phổ biến: Xanh dương, xanh lá, đen, đỏ gạch…
Màu sắc không chỉ thẩm mỹ mà còn giúp phân biệt vật liệu và tiêu chuẩn sử dụng.

Hình 2: Ubolt, Thanh ren mạ PTFE
Sản phẩm được đưa vào lò sấy công nghiệp ở nhiệt độ từ 370°C đến 425°C, nhằm:
Làm khô hoàn toàn lớp phủ
Polymer hóa lớp PTFE để liên kết chắc chắn với kim loại
Thời gian: Tùy theo kích thước sản phẩm và số lớp phủ (từ 30 đến 90 phút).
Sản phẩm được làm nguội tự nhiên hoặc cưỡng bức bằng gió, giúp ổn định kết cấu lớp phủ, hạn chế nứt do sốc nhiệt.
Đảm bảo lớp mạ đạt tiêu chuẩn kỹ thuật.
Để biết thêm chi tiết và nhận báo giá, vui lòng liên hệ chúng tôi qua:
 Địa chỉ: 25A Đường An Phú Đông 25, An Phú Đông, Quận 12, Thành phố Hồ Chí Minh
Địa chỉ: 25A Đường An Phú Đông 25, An Phú Đông, Quận 12, Thành phố Hồ Chí Minh
 Holtine: 0933 220 468
Holtine: 0933 220 468
 Email: bulongquangthai@gmail.com
Email: bulongquangthai@gmail.com
 Website: http://bulongquangthai.vn/
Website: http://bulongquangthai.vn/





















